
Nové zariadenia v laboratóriach katedry
Počítačom integrovaná výroba je v súčasnej informačnej spoločnosti prirodzenou vývojovou etapou výrobných procesov a systémov. Tradičnými spôsobmi organizácie práce sa nedajú náročné úlohy plniť pri stále náročnejších požiadavkách na množstvo a kvalitu produkcie. Jednou z rozhodujúcich možností, ako plniť náročné a meniace sa požiadavky zákazníka je postupné zavádzanie komplexnej automatizácie predovšetkým v oblasti kusovej, malosériovej a strednosériovej výroby a predstavuje najväčšie zdroje rezerv na zvyšovanie produktivity práce a znižovanie nákladov na výrobu. Tieto zmeny vo výrobe kladú ale čoraz vyššie požiadavky na kvalifikáciu personálu, čo je nutnou podmienkou pre koordináciu činností nielen všetkých útvarov technickej prípravy výroby (konštrukčnú, technologickú, projektovú) ale aj na prepojenie ostatných útvarov podniku (plánovanie a riadenie výroby, nákup, predaj, zásobovanie a pod.) s vlastnou výrobou. Katedra sa preto orientuje na využívanie systémov počítačom integrovanej výroby (CIM) vo výučbe v predmetoch oboch študijných odborov na katedre, a preto sa tieto systémy aj snaží implementovať aj do vlastných laboratórií.
Modulárny pružný výrobný systém
Katedra výrobných systémov už takmer dva roky využíva v pedagogickom procese modulárny pružný výrobný systém FESTO - Didactic. Slúži predovšetkým na výučbu a výskum v týchto oblastiach počítačom integrovanej výroby:
- programovanie a riadenie priemyselných robotov,
- plánovanie a riadenie materiálového toku,
- automatizácia operačnej a medzioperačnej kontroly,
- projektovanie a prevádzku automatizovaných výrobných systémov,
- simuláciu výrobných systémov.
Modulárny pružný výrobný systém, inštalovaný na katedre výrobných systémov pozostáva zo 4 pracovísk (pracovisko robotizovanej montáže, pracovisko rozdeľovania, pracovisko kontroly, pracovisko obrábania) a medzioperačného dopravníka.
|
Hlavným prvkom montážneho pracoviska je robot Mitsubishi RV - M1. Je stojanovej konštrukcie s viacčlánkovým ramenom otočným vo vertikálnej rovine s 5 stupňami voľnosti, elektrickým pohonom servomotormi s mechanickým prenosom pomocou ozubených remeňov a spojitým spôsobom riadenia. Robot možno programovať dvoma spôsobmi : on-line učením pomocou "teach box" alebo off-line pomocou programu COSIMIR. Modelovanie pracoviska robota možno pomocou programu COSIMOD. Na našom obrázku robot vidíme vpredu, keď ho opisuje pri slávnostnom odovzdávaní do pedogogického procesu vtedajší vedúci katedry prof. A.Krsek. V pozadí vidíme sprava v tom čase akademických funkcionárov rektora doc. I.Hudobu a dekana fakulty doc. K.Jelemenského. |
|
Materiálový tok medzi pracoviskom obrábania a montážnym pracoviskom je realizovaný pomocou medzioperačného dopravníka. Je riešený tak, aby umožňoval pružne realizovať zmeny konfigurácie výrobného systému a pozostáva z týchto základných častí: - dopravník, - zastavovacia a fixovacia jednotka, - paleta. Identifikácia paliet, resp. monitorovanie ich pohybu na dopravníku prebieha pomocou indukčných senzorov, z ktorých signály idú do riadiaceho systému montážneho pracoviska a do programu LUCAS2, ktorý okrem uvedeného umožňuje sledovať rozpracovanosť zákazky, veľkosť zásob v skladoch a pod. Na našom obrázku je vidieť v prednej časti dopravník aj s paletami a v pozadí známe a aj menej známe osobnosti akademickej obce fakulty. |
 |
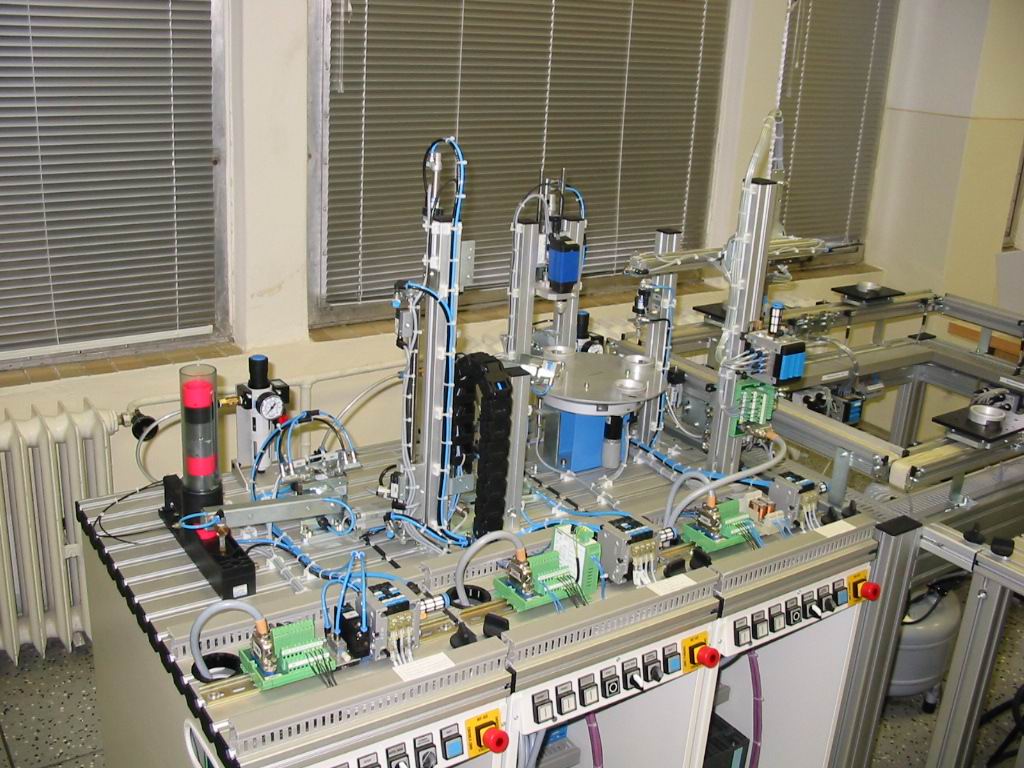 |
Na obrázku zľava tzv. pracovisko rozdeľovania, predstavuje vstup materiálu do výrobného systému. Zo spádového zásobníka je súčiastka odoberaná a podávaná na nasledujúce pracovisko jednoduchým manipulátorom s podtlakovým chápadlom. Optickými a kontaktnými senzormi sa sníma prítomnosť súčiastky v zásobníku, poloha vyhadzovacieho piesta a dosiahnutie krajných polôh ramena manipulátora. Nasleduje tzv. kontrolné pracovisko, ktoré demonštruje rôzne možnosti riešenia medzioperačnej kontroly na báze aplikácií rôznych typov senzorov. Pomocou kapacitného snímača sa kontroluje prítomnosť súčiastky v meracom prípravku, indukčným spôsobom sa určuje jej materiál a opticky jej farba. Odporovým snímačom je zisťovaná výška súčiastky. Pracovisko obrábania symbolizuje technologický proces vŕtania s nasledujúcim testom vykonania operácie. Základ tvorí kruhový otočný stôl s elektrickým pohonom, ktorého pohyb je v takte s ostatnými pracoviskami. Polohovanie stola je zabezpečené pomocou indukčného senzora. Hotová súčiastka je pomocou pneumatického manipulátora prekladaná na paletu na medzioperačnom dopravníku. |
CNC obrábacie stroje
|
V apríli v roku 2000 sme mali ďalšiu slávnosť. Katedre výrobných systémov bol odovzdaný sponzorský dar od TRENS Trenčín, a.s. a Siemens - CNC sústruh SUI 500 COMBI s riadiacim systémom Sinumerik 810 D. Stroj
je určený pre presné obrábanie hriadeľových a prírubových obrobkov
v malosériovej a strednesériovej výrobe. Na obrázku vidieť dekana našej fakulty doc. M. Varcholu v diskusii s návštevníkmi slávnostného odovzdávania. |
 |
 |
Hlavné funkčné a prevádzkové vlastnosti sústruhu SUI 500 COMBI -
design s dokonalým zakrytovaním pracovného priestoru |
|
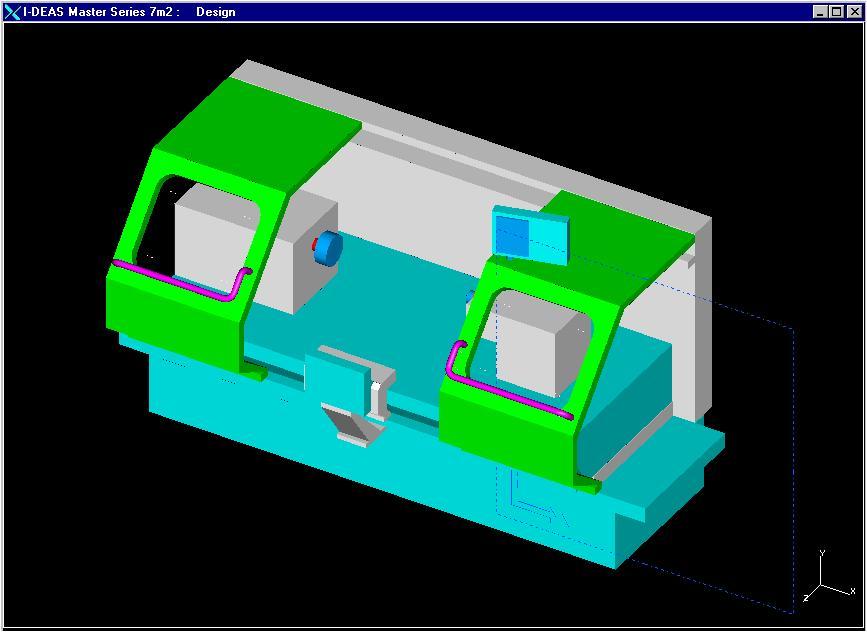
V decembri v roku 2000 nám bol zapožičaný z VOLKSWAGEN Slovakia, a.s. na výučbu predmetov pre oblasť automatizácie výrobných procesov didaktický CNC sústruh EMCO PC TURN 120 s riadiacim systémom Sinumerik 820 T a integrovaným personálnym počítačom. Stroj spĺňa všetky znaky moderného CNC obrábania. Má napr. 8 nástrojov v automatickej výmene pre vonkajšie a vnútorné obrábanie. Programové vybavenie obsahuje aj program na grafickú simuláciu obrábania, kde sa dajú vytvorené programy vopred verifikovať v 2D resp. 3D grafickom zobrazení. Súčasťou pôžičky sú aj dve trenažérske programátorské konzoly, ktoré sa skladajú z riadiaceho systému a počítača a možno na nich tvoriť CNC programy oddelene od výrobného stroja. |
 |
 |
Vertikálna frézovačka FCM 22 CNC s riadiacim systémom NCT 2000/2001 CNC. Stroj je určený na obrábanie jemným až stredným frézovaním a vyvrtávaním v súvislom riadení 3 osí. Pridaním otočného stola typu ISN 160 CNC V/H sa získala štvtá riadená os. Stroj možno použiť vo výrobe nástrojov, foriem, tvarovo zložitých súčiastok strednej veľkosti. Stroj je vybavený automatickým výmenníkom nástrojov. Riadiaci systém NCT 2000/2001 CNC umožňuje pripojenie dotykovej sondy , na meranie a digitalizovanie , až 8 servo osí, externého ručného koliečka floppy mechaniky a interface pre Ethernet . Programovací jazyk je kompatibilný s FANUC programovacím jazykom . Systém zabezpečuje RS 232C komunikáciu , opravu chyby guličkovej skrutky , parametrické programovanie , použitie podprogramov a MACRO jazyka , geometrické zmeny , programovanie zaoblenia a úkosu , sledovanie interferencií , kompaktné uchovávanie programov . Užívateľ má k dispozícii tiež DNC kanál na prenos CAD/CAM dát . |
![]()